|
Proces naprawy głowic silnikowych
w naszym zakładzie
|
Na tym etapie posiadamy już zweryfikowaną głowicę i potrafimy określić przybliżone koszty naprawy. Wiemy czy korpus wymaga spawania czy wystarczy tylko mechaniczna obróbka aby przywrócić mu jego sprawność. Po tak przeprowadzonej weryfikacji kontaktujemy się z klientem przedstawiając mu kosztorys, zakres prac jakie należy wykonać i przewidywany czas wykonania usługi. W tym momencie klient musi podjąc decyzję czy koszt naprawy głowicy jest dla niego atrakcyjny czy jednak zbyt duży.
Jeżeli klient nie decyduje się na naprawę ponosi jedynie koszty weryfikacji uzyskując informację ile kosztowała by ewentualna naprawa tej głowicy. Jeżeli zaś akceptuje kosztorys to my przystępujemy do dalszej pracy zaczynając od naprawy korpusu głowicy. |
Spawanie korpusu głowicy
|
 |
|
|
 | Klient akceptuje kosztorys naprawy
Drugi etap : spawanie korpusu głowicy |
|
|
 | Uszkodzenia uniemożliwiające naprawę lub
brak zgody klienta na dalszą naprawę |
|
|
|
|
|
 |
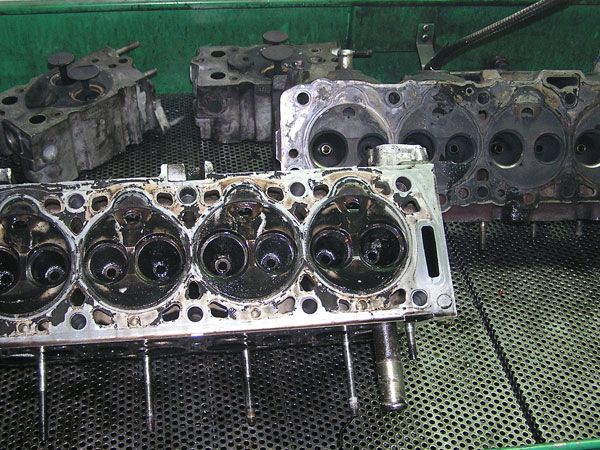
Dokładne mycie głowicy
Po rozebraniu głowicy trafia ona na myjkę, gdzie wymywamy resztki oleju silnikowego. Tu także usuwamy nagar i spalony olej oraz myjemy inne podzespoły głowicy. Po wymyciu głowica musi wyschnąć, aby można było dalej prowadzić proces przygotowania jej do regeneracji. |
|
|
 |
Czyszczenie głowicy
Jeżeli głowica ma być naprawiona to należy ją do tego przygotować. Z głowicy usunięto już "płynne" nieczystości, więc teraz trzeba usunąć takie elementy jak sadza, nagar czy zgorzeliny spalonego oleju. Ze względu na porowatość odlewu jakim jest głowica, aby uzyskać odpowiednią czystość, czyszczenie te wykonuje się strumieniem powietrza i specialnego kruszywa. |
|
|
 |
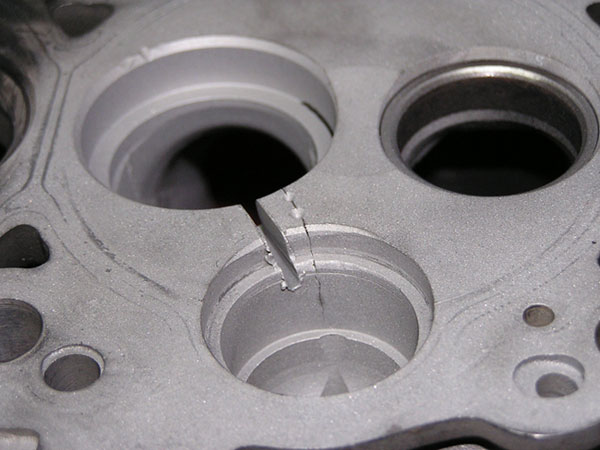
Usunięcie pęknięcia
Spawanie aluminum to bardzo specyficzny proces. Aby można go było przeprowadzić należy z materiału usunąć uszkodzone miejsce tak aby pozostała jednorodna struktura odlewu. Problem polega jednak na tym, że w tak porowatym matriale jakim jest auminum, pęknięcie nie zawsze występuje w postaci jednej kreski. Czasami jest ono bardzo rozległe. |
|
|
 |
Ponowne czyszczenie
Po usunięciu wszyskich pęknięć ponownie głowica trafia do czyszczenia. Tym razem przy pomocy środków chemicznych z powierzchni głowicy, a w szczególności z okolicy spoiny usuwa się tlenki i inne związki, które bezpośrednio przeszkadzają w spawaniu. Dopiero tak przygotowana głowica może trafić do spawalni. |
|
|
 |
Spawanie głowicy
Zanim jednak głowica trafi na stół spawalniczy, musi być nagrzana do odpowiedniej temperatury. W tym celu umieszcza się ją w specialnym piecu i nagrzewa. Jest to spowodowane tym, iż wszystkie stopy aluminum posiadają dużą rozszerzalność cieplną. W związku z tym, w czasie spawania powstają bardzo duże naprężenia cieplne i aby temu zapobiec, głowice aluminiowe spawa się na gorąco. |
|
|
 |
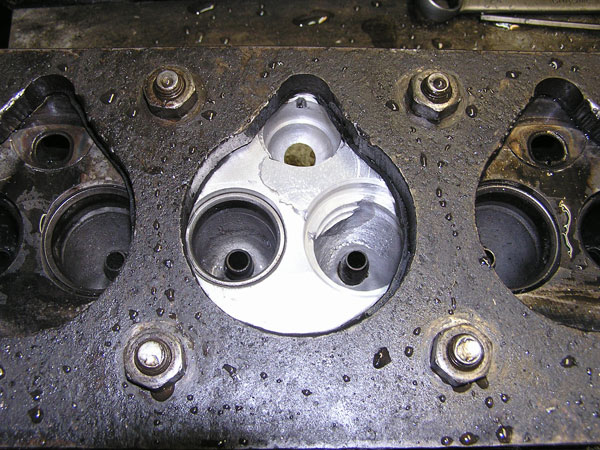
Kontrola szczelności po spawaniu
Dopiero kiedy głowica ostygnie możemy sprawdzić efekty naszych zabiegów. W tym celu ponownie uzbrajamy głowicę w płytę i wkładamy do wanny z wodą. Jeżeli wynik spawania jest pozytywny to realizujemy kolejny etap naprawy. Natomiast jeżeli okaże się, że jest jeszcze inne pęknięcie lub pęknięcia to musimy powtórzyć proces spawania. |
|
|
 |
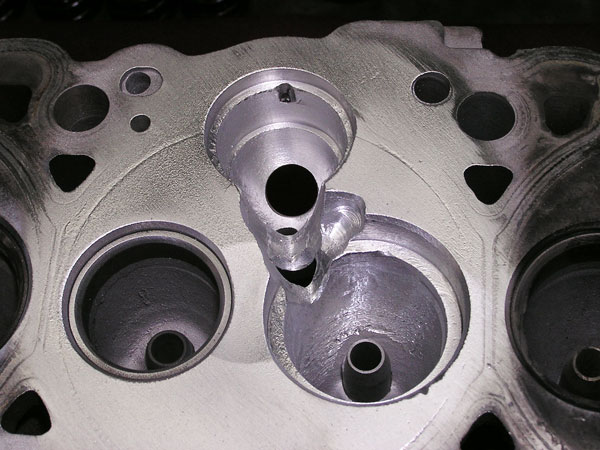
Obróbka miejsc spawanych
Jeżeli wynik sprawdzenia jest pozytywny i nie stwierdzamy innych pęknięc to możemy rozpocząć obróbkę mechaniczną. W tym etapie są roztaczane otwory na gniazda i komory wirowe lub odtwarzane inne miejsca, które były spawane, a wymagają obróbki mechanicznej. |
|
|
 |
Kontrola szczelności po obróbce mechanicznej
Po roztoczeniu otworów musimy ponownie sprawdzić głowicę na szczelność płaszcza wodnego. Jest to konieczne, gdyż może się zdarzyć tak, iż po usunięciu części spoiny, ścianka będzie na tyle cienka, że głowica nie będzie szczelna. Jeżeli się tak zdarzy to niestety ponownie należy głowicę poddać procesowi spawania. |
|
|
 |
Osadzenie surowych gniazd
Dopiero teraz możemy uznać, że mamy za sobą połowę pracy. Na tym etapie do roztoczonego otworu jest dotaczane gniazdo z materiału zależnego od rodzaju silnika. Gniazdo musi być większe aby pozwoliło posadowić zawór na rządanej wysokości w głowicy. Tu także montuje się komory wirowe lub wymienia się je na nowe, kiedy są uszkodzone. |
|